ホームページ リニューアルのお知らせ夏季休業日のお知らせ | 2025/8/9(土) ~ 2025/8/12(火)GW休業日のお知らせ|5/3(土) ~5/6(火)あけましておめでとうございます。本年もよろしくお願い申し上げます。年末年始休業日のお知らせ | 2024/12/28(土) ~ 2025/1/5(木)2026/4/8(水)~10(金) ものづくりワールド[名古屋]2026 に出展いたします。皆様のご来場をお待ちしております。[小間番号:18-13]2025/10/1(水)~2025/10/3(金) ものづくりワールドに出展します。小間番号:18-14 [インテックス大阪]2025/9/10(水)~2025/9/12(金) TEST2025に出展します。小間番号:T-22 [東京ビッグサイト]2025/7/25(金) 測定・計測総合技術展 in TOKYO(MepTech)に出展します。 [東京流通センター(TRC) C・Dホール]2025/3/5(水)~2025/3/7(金) Grinding Technology Japan 2025に出展します。0123456789.
ホームページ リニューアルのお知らせ夏季休業日のお知らせ | 2025/8/9(土) ~ 2025/8/12(火)GW休業日のお知らせ|5/3(土) ~5/6(火)あけましておめでとうございます。本年もよろしくお願い申し上げます。年末年始休業日のお知らせ | 2024/12/28(土) ~ 2025/1/5(木)2026/4/8(水)~10(金) ものづくりワールド[名古屋]2026 に出展いたします。皆様のご来場をお待ちしております。[小間番号:18-13]2025/10/1(水)~2025/10/3(金) ものづくりワールドに出展します。小間番号:18-14 [インテックス大阪]2025/9/10(水)~2025/9/12(金) TEST2025に出展します。小間番号:T-22 [東京ビッグサイト]2025/7/25(金) 測定・計測総合技術展 in TOKYO(MepTech)に出展します。 [東京流通センター(TRC) C・Dホール]2025/3/5(水)~2025/3/7(金) Grinding Technology Japan 2025に出展します。0123456789.
フィールドバランサで
世界を制す
No.1 Company in Field Balancer
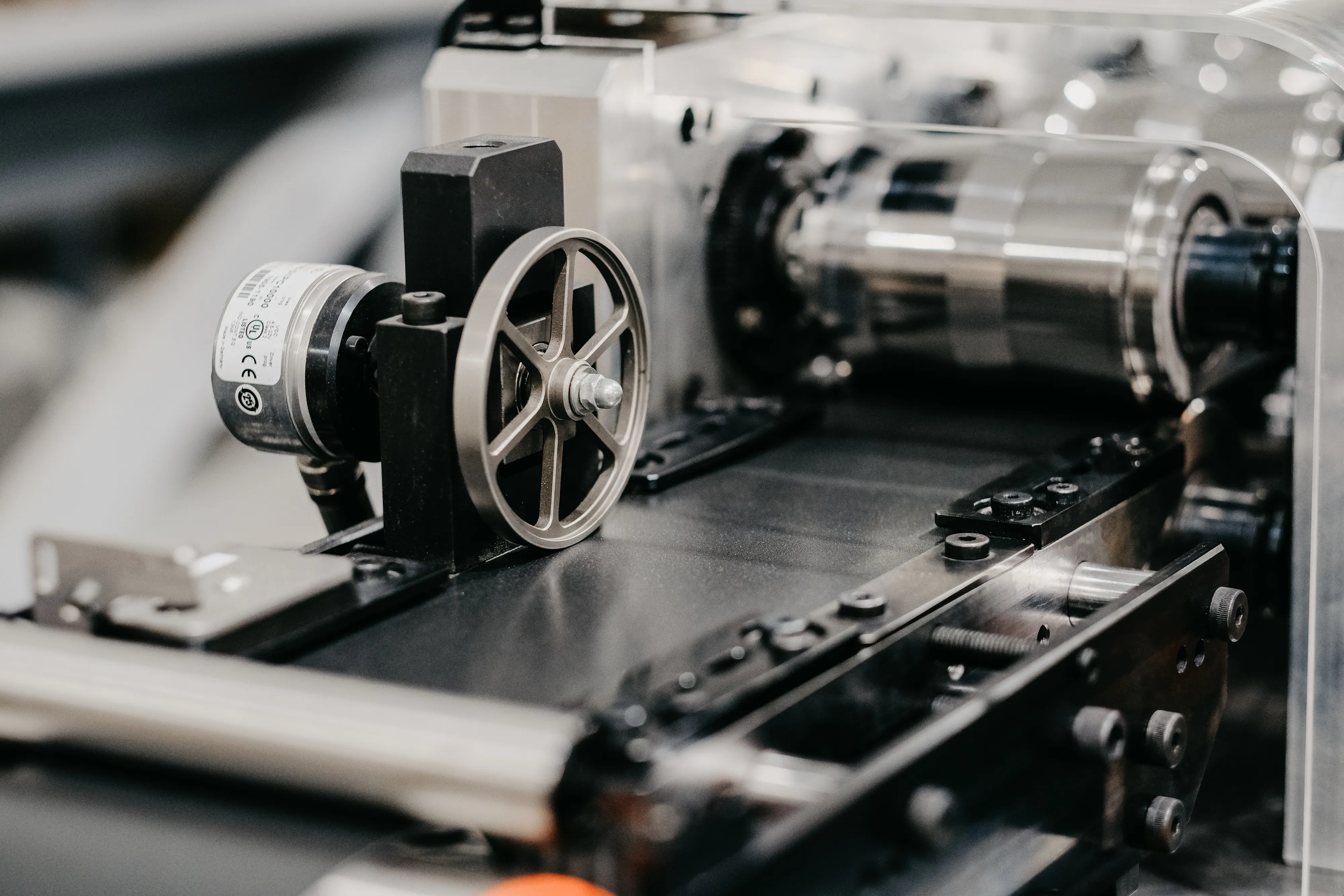
振動を止め 信頼を動かす。
シグマは独自技術により、低速から超高速回転領域までを高精度に制御。
フィールドバランサの最前線で、世界基準を更新し続けます。
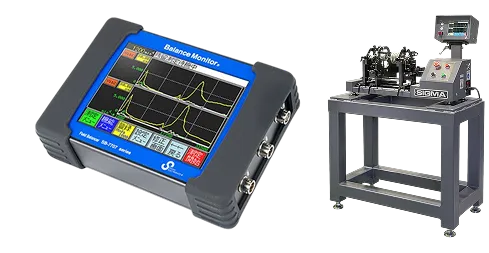
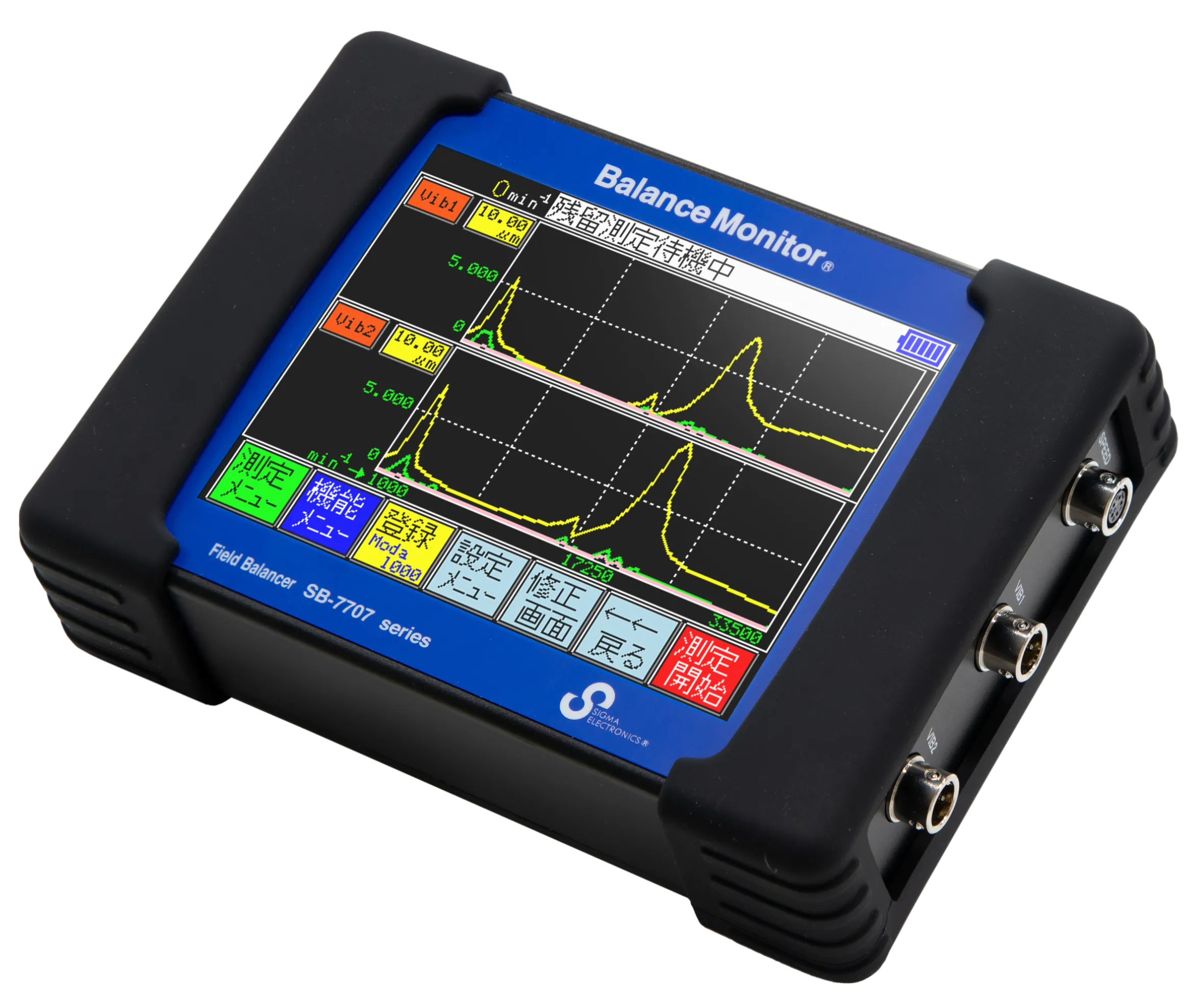
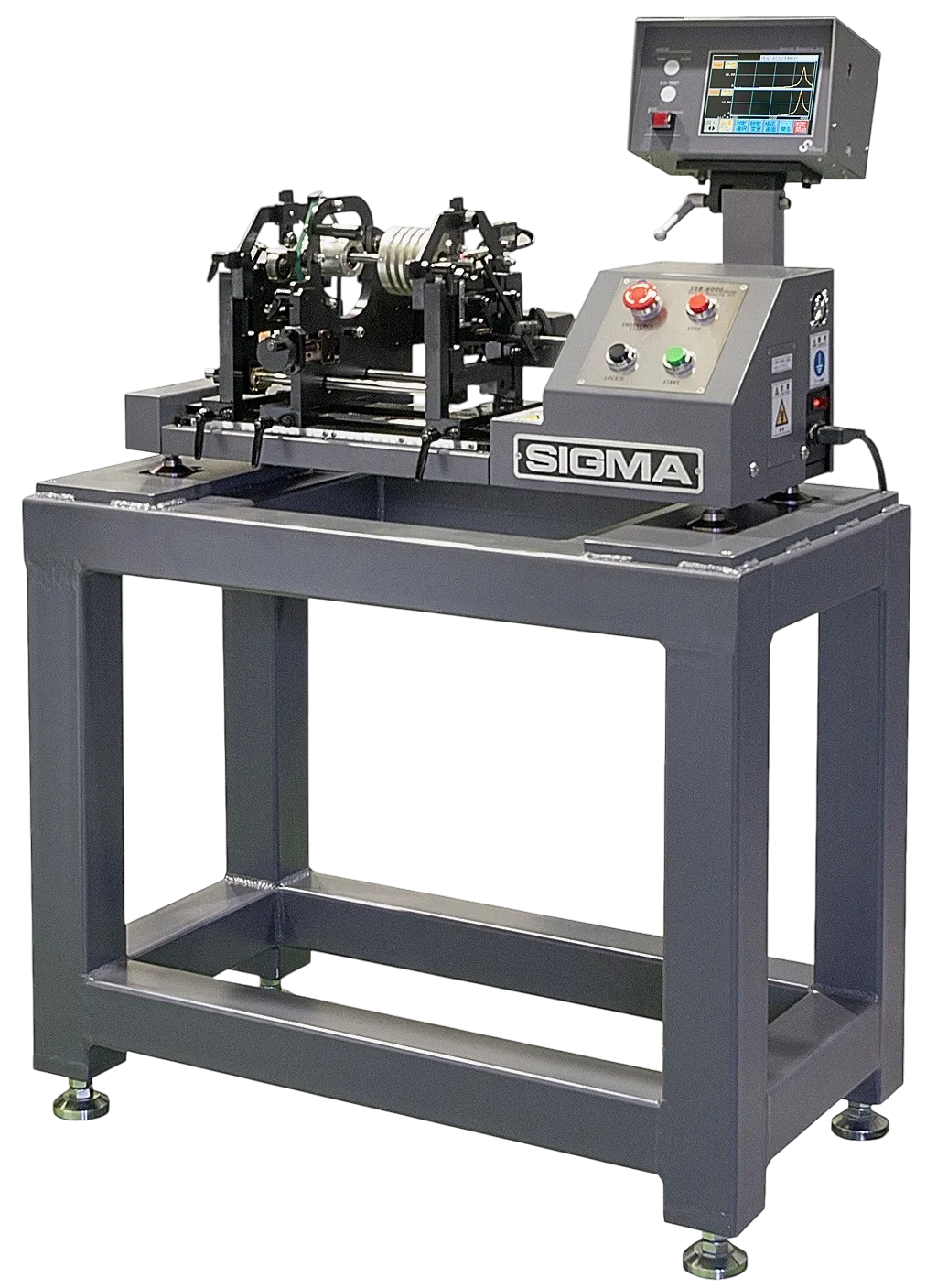
圧倒的な国内シェアを支える確かな技術力。
フィールドバランサを中心とした高精度・高耐久のバランス計測機器を通じて、現場の安定稼働と品質向上を支えています。
すべての製品を見る
●すべてのカテゴリ
●製品情報
●企業情報
●展示会情報
●採用情報
すべてのカテゴリ
製品情報
企業情報
展示会情報
採用情報
シグマは、フィールドバランサ・釣合い試験機の研究開発を通じて、国内外の産業を支えてきたバランサのパイオニアです。高精度を追求する技術の進化は、常に新しい発想から生まれます。ものづくりの本質に挑みたい方へ。私たちとともに、次のスタンダードを創りましょう。
シグマは創業以来、バランサのパイオニアとして、独自の技術により、「信頼される最高の品質」をお届けする事を心掛け、各種のフィールドバランサ・釣合い試験機の研究・開発を行い、国内はもとより海外にも輸出し、産業の発展に貢献してまいりました。